2022-04-05 click: 5539
齒厚表征新指標在雙面嚙合測量中的實現(xiàn)
周廣才 劉麗雪 趙時磊
(哈爾濱精達測量儀器有限公司,哈爾濱市150078)
摘要:控制齒輪齒厚以保證齒輪副間隙,是提高傳動性能的重要環(huán)節(jié)之一。齒輪齒厚的表征通常采用徑向跳動  、“公法線”、“跨棒(球)距”等間接項目去實現(xiàn)。傳統(tǒng)指標使用量具手動測量存在測量效率低、精度難保證、評價指標不科學(xué)等問題;同時,由于各指標定義不同、延續(xù)歷史應(yīng)用習(xí)慣、測量手段制約等原因,造成大家認知不統(tǒng)一,應(yīng)用混亂,成為提高齒輪傳動質(zhì)量的一個軟肋。本文基于齒輪雙嚙測量,引出
、“公法線”、“跨棒(球)距”等間接項目去實現(xiàn)。傳統(tǒng)指標使用量具手動測量存在測量效率低、精度難保證、評價指標不科學(xué)等問題;同時,由于各指標定義不同、延續(xù)歷史應(yīng)用習(xí)慣、測量手段制約等原因,造成大家認知不統(tǒng)一,應(yīng)用混亂,成為提高齒輪傳動質(zhì)量的一個軟肋。本文基于齒輪雙嚙測量,引出  和檢測半徑兩項新指標,提出新的觀點,并論述了新的表征指標在齒輪配對、注塑齒輪、諧波齒輪、組線等方面的應(yīng)用,以期起到拋磚引玉的效果。
和檢測半徑兩項新指標,提出新的觀點,并論述了新的表征指標在齒輪配對、注塑齒輪、諧波齒輪、組線等方面的應(yīng)用,以期起到拋磚引玉的效果。
關(guān)鍵字:雙面嚙合;  ;檢測半徑
;檢測半徑
0.引言
齒輪作為傳遞運動和動力的關(guān)鍵零部件,在機械設(shè)備中得到了廣泛應(yīng)用,齒輪制造精度決定了齒輪傳動的噪聲、平穩(wěn)性和準確性[1~2]。
近年來,由于齒輪測量中心的普及,齒輪的主要誤差項目齒形、齒向及齒距得到更好的控制,齒輪加工、測量精度得到較大的提高。但是隨著齒輪精度的提高,很多人認識到齒輪除了以上主要幾項精度指標外,齒輪的“齒厚”更是影響齒輪傳動質(zhì)量的一項重要的指標。也就是說齒形、齒向、齒距加工精度提高,并不能完全保證齒輪傳動質(zhì)量(傳動的平穩(wěn)、噪聲、壽命等)的提高。這一點最新齒輪標準GB/T10095.1中明確指出“不能直接使用未裝配(散件)齒輪的公差值(精度)判斷裝配后齒輪的使用性能”。
“齒厚”是齒輪的重要參數(shù)但并不是齒輪的精度指標,齒厚是針對單一齒輪的幾何尺寸概念,相應(yīng)的是配對齒輪嚙合表現(xiàn)出來的是“側(cè)隙”,側(cè)隙大小和一致性當然是直接影響齒輪傳動的重要因素。從齒輪測量角度來說,徑向跳動  、雙嚙中心距變化、公法線、“
、雙嚙中心距變化、公法線、“ ”值(
”值(  )等這些誤差項目都是用于間接控制齒厚的評價指標。
)等這些誤差項目都是用于間接控制齒厚的評價指標。
目前行業(yè)重視齒形齒向等單項精度提高而忽視或回避齒厚的控制,本文認為是受到測量手段的限制,主要問題如下:
1)徑向跳動  、公法線、“
、公法線、“  ”值(
”值(  ),這些誤差項目應(yīng)用比較廣泛,也是最早用于齒輪齒厚控制評定的指標,這是和早期齒輪檢測手段相對應(yīng)的。這里有兩個方面的問題,一是這些誤差項目定義都是通過簡單的量具手工進行測量的,比如公法線千分尺、齒輪徑跳儀等,在測量效率和測量精度方面受到比較大的制約。二是誤差項目不科學(xué),徑向跳動是一個相對值,反應(yīng)的僅是一圈齒厚變化情況。而公法線、“
),這些誤差項目應(yīng)用比較廣泛,也是最早用于齒輪齒厚控制評定的指標,這是和早期齒輪檢測手段相對應(yīng)的。這里有兩個方面的問題,一是這些誤差項目定義都是通過簡單的量具手工進行測量的,比如公法線千分尺、齒輪徑跳儀等,在測量效率和測量精度方面受到比較大的制約。二是誤差項目不科學(xué),徑向跳動是一個相對值,反應(yīng)的僅是一圈齒厚變化情況。而公法線、“  ”值(
”值(  )雖然測量簡單,但不能真實的反應(yīng)齒厚或側(cè)隙情況,因為齒輪作為一個回轉(zhuǎn)體基礎(chǔ)零件,無論加工、測量、還是使用都是以回轉(zhuǎn)中心作為基準的,顯然這些誤差項目定義和中心不相關(guān)。
)雖然測量簡單,但不能真實的反應(yīng)齒厚或側(cè)隙情況,因為齒輪作為一個回轉(zhuǎn)體基礎(chǔ)零件,無論加工、測量、還是使用都是以回轉(zhuǎn)中心作為基準的,顯然這些誤差項目定義和中心不相關(guān)。
2)齒輪測量中心可以通過測量和計算得到描述齒厚的誤差項目,但遺憾的是,以單測頭方式測量絕對尺寸從測量原理上就決定了這種測量方法并不適合解決評價齒厚的幾項誤差項目的測量(與定義不符,影響因素太多),即使徑向跳動可以以左右齒距計算,進而計算出“公法線”,“  ”值,但得到的結(jié)果往往甚至沒有以量具測量的準確,數(shù)據(jù)只能參考,不得不回溯到手動測量的結(jié)果進行標定,并不能很好的比對應(yīng)用。
”值,但得到的結(jié)果往往甚至沒有以量具測量的準確,數(shù)據(jù)只能參考,不得不回溯到手動測量的結(jié)果進行標定,并不能很好的比對應(yīng)用。
3)“齒輪雙面嚙合綜合測量”方法測量齒輪精度,以其具有儀器結(jié)構(gòu)簡單、測量效率高、測量結(jié)果直觀反映齒輪嚙合質(zhì)量等優(yōu)點,在國內(nèi)外的齒輪生產(chǎn)中得到上百年的應(yīng)用。隨著儀器采用電機驅(qū)動、光柵(帶絕對零位)及計算機控制、數(shù)據(jù)采集處理等硬件升級的智能齒輪雙面嚙合測量儀,測量功能在傳統(tǒng)徑向綜合誤差  、
、  的基礎(chǔ)上得到很大擴展,可以比較直接的評價由于齒輪齒厚反映出來側(cè)隙的情況,從而有效控制齒厚。但是,眾所周知,雙嚙儀由于受到結(jié)構(gòu)、測量速度、測量力等因素影響,造成測量結(jié)果不一致而缺少比對性。同時,雖然雙嚙測量規(guī)定“標準齒輪”比被測齒輪高兩個精度等級,但是標準齒輪仍存在誤差,這樣在雙嚙測量時,標準齒輪與被測齒輪存在峰-谷、谷-峰、谷-谷、峰-峰等各種情況,造成徑向雙嚙曲線首尾不封閉,每次測量結(jié)果相位不同,測量結(jié)果分散性很大。這也是雖然lSO及各國齒輪標準中都規(guī)定了齒輪徑向綜合誤差的精度等級,但在實際應(yīng)用中除注塑齒輪行業(yè)外,大部分金屬齒輪很少以徑向綜合誤差評價齒輪精度等級的原因。以雙面嚙合測量方式評價齒厚首先需要解決的是提高儀器測量的示值重復(fù)精度。
的基礎(chǔ)上得到很大擴展,可以比較直接的評價由于齒輪齒厚反映出來側(cè)隙的情況,從而有效控制齒厚。但是,眾所周知,雙嚙儀由于受到結(jié)構(gòu)、測量速度、測量力等因素影響,造成測量結(jié)果不一致而缺少比對性。同時,雖然雙嚙測量規(guī)定“標準齒輪”比被測齒輪高兩個精度等級,但是標準齒輪仍存在誤差,這樣在雙嚙測量時,標準齒輪與被測齒輪存在峰-谷、谷-峰、谷-谷、峰-峰等各種情況,造成徑向雙嚙曲線首尾不封閉,每次測量結(jié)果相位不同,測量結(jié)果分散性很大。這也是雖然lSO及各國齒輪標準中都規(guī)定了齒輪徑向綜合誤差的精度等級,但在實際應(yīng)用中除注塑齒輪行業(yè)外,大部分金屬齒輪很少以徑向綜合誤差評價齒輪精度等級的原因。以雙面嚙合測量方式評價齒厚首先需要解決的是提高儀器測量的示值重復(fù)精度。
綜上所述,解決控制齒厚的測量問題的思路,是以實用的測量手段,結(jié)合引進更為科學(xué)的誤差表征新指標,以提高測量的有效性。
哈爾濱精達測量儀器有限公司發(fā)明專利 “一種消除齒輪雙面嚙合測量儀中標準齒輪引入誤差的方法”[5](專利號:201610888031 .4)試圖改變這種現(xiàn)狀,該方法利用計算機數(shù)控智能雙嚙儀的特點,遵循齒輪共軛原理,在不特殊增加高精度標準元件的基礎(chǔ)上,有效的提高了雙面嚙合測量的重復(fù)精度,為利用雙嚙儀進行齒輪齒厚表征參數(shù)測量奠定了基礎(chǔ)。
本文認為,隨著科技進步,測量手段的提高,控制齒厚的表征參數(shù)應(yīng)逐步摒棄公法線、“  ”值(
”值(  )等一些落后、手動量具測量、不科學(xué)的表征指標。本文重點引出并討論討論
)等一些落后、手動量具測量、不科學(xué)的表征指標。本文重點引出并討論討論  值、檢測半徑
值、檢測半徑  與齒圈徑向跳動
與齒圈徑向跳動  基于雙面嚙合測量方法應(yīng)用。
基于雙面嚙合測量方法應(yīng)用。
1.  、檢測半徑
、檢測半徑  與齒圈徑向跳動
與齒圈徑向跳動 
1)齒厚表征新指標的定義及說明
 最早見于國外汽車行業(yè)齒輪的應(yīng)用,是以半徑方向定義的絕對尺寸,我們注意到在標準ISO21771中明確給出了定義和計算公式,這樣
最早見于國外汽車行業(yè)齒輪的應(yīng)用,是以半徑方向定義的絕對尺寸,我們注意到在標準ISO21771中明確給出了定義和計算公式,這樣  值分解為
值分解為  和
和  兩個概念,
兩個概念,  等同于原來的“
等同于原來的“  ”值,本文認為以
”值,本文認為以  作為“
作為“  ”值的評價相比
”值的評價相比  更為科學(xué),因為定義為半徑的新指標與齒輪的回轉(zhuǎn)中心相關(guān),是齒厚表征參數(shù)的一個巨大進步。
更為科學(xué),因為定義為半徑的新指標與齒輪的回轉(zhuǎn)中心相關(guān),是齒厚表征參數(shù)的一個巨大進步。  定義為直徑為
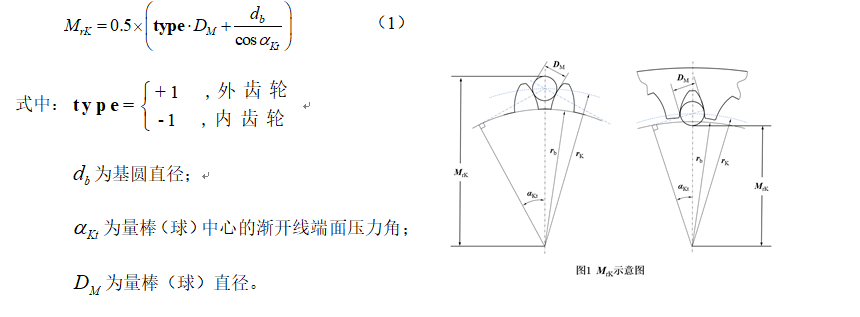
定義為直徑為  的測球在被測齒輪齒槽內(nèi)接觸相鄰兩個輪齒的異側(cè)齒面時,最大測球外徑點與被測齒輪軸線的距離。如圖1所示,
的測球在被測齒輪齒槽內(nèi)接觸相鄰兩個輪齒的異側(cè)齒面時,最大測球外徑點與被測齒輪軸線的距離。如圖1所示,  計算表達式如下:
計算表達式如下:
檢測半徑  是在注塑齒輪標準GB/T8192-2019中新引出的概念,在該標準附錄C中也明確給出“檢測半徑”相關(guān)定義及檢測方法,即規(guī)定用徑向綜合測量法(雙嚙法)測量時,被測量齒輪轉(zhuǎn)過一整圈時,得出的實際節(jié)圓的半徑。我們注意到,檢測半徑
是在注塑齒輪標準GB/T8192-2019中新引出的概念,在該標準附錄C中也明確給出“檢測半徑”相關(guān)定義及檢測方法,即規(guī)定用徑向綜合測量法(雙嚙法)測量時,被測量齒輪轉(zhuǎn)過一整圈時,得出的實際節(jié)圓的半徑。我們注意到,檢測半徑  相對
相對  定義單個齒槽的量值不同,強調(diào)的是測量一周的實際節(jié)圓的平均值,類似于螺紋的“作用中徑”的概念,這樣定義更能宏觀直接反映齒輪的綜合性能,對齒輪分組裝配、諧波齒輪的柔輪評價等情形更有意義。
定義單個齒槽的量值不同,強調(diào)的是測量一周的實際節(jié)圓的平均值,類似于螺紋的“作用中徑”的概念,這樣定義更能宏觀直接反映齒輪的綜合性能,對齒輪分組裝配、諧波齒輪的柔輪評價等情形更有意義。
徑向跳動  為以量球在每個齒槽測量,球心在半徑測量距離最大值與最小值的差的變化量,同時我們還注意到,在齒輪檢驗規(guī)范中出現(xiàn)的
為以量球在每個齒槽測量,球心在半徑測量距離最大值與最小值的差的變化量,同時我們還注意到,在齒輪檢驗規(guī)范中出現(xiàn)的  這個誤差代號,允許以齒輪雙嚙測量的方式測量和代替齒圈徑向跳動
這個誤差代號,允許以齒輪雙嚙測量的方式測量和代替齒圈徑向跳動  。
。
2)  、檢測半徑
、檢測半徑  與齒圈徑向跳動
與齒圈徑向跳動  的理解和關(guān)聯(lián)
的理解和關(guān)聯(lián)
 、檢測半徑
、檢測半徑  與齒圈徑向跳動
與齒圈徑向跳動  均用于表征齒厚或配對齒輪的側(cè)隙,它們之間關(guān)聯(lián)但在定義、量值及對應(yīng)的測量手段有區(qū)別。
均用于表征齒厚或配對齒輪的側(cè)隙,它們之間關(guān)聯(lián)但在定義、量值及對應(yīng)的測量手段有區(qū)別。
(1)齒圈徑向跳動  是相對值,
是相對值,  與檢測半徑
與檢測半徑  是絕對值;
是絕對值;
(2)  值與檢測半徑值
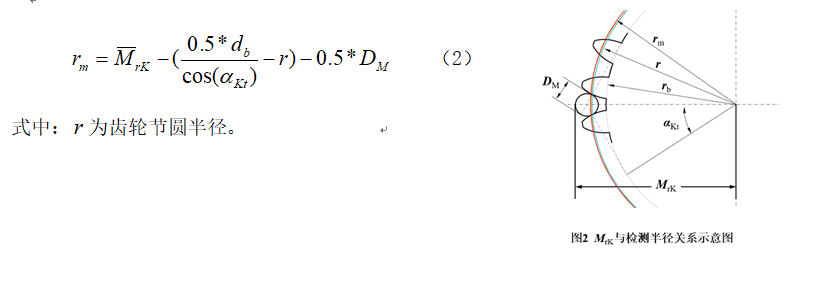
值與檢測半徑值  表征齒厚作用一致。如圖2所示,單點檢測半徑與單點
表征齒厚作用一致。如圖2所示,單點檢測半徑與單點  之間在量值大小上差一個常數(shù)量,表達式如下:
之間在量值大小上差一個常數(shù)量,表達式如下:
(3)在注塑齒輪標準GB/T8192-2019中規(guī)定了檢測半徑  和檢測半徑的上下偏差
和檢測半徑的上下偏差  和
和  ,本文重點討論
,本文重點討論  ,以示與
,以示與  在應(yīng)用方面的區(qū)別,當然,這里僅為理解方便暫提出一個平均
在應(yīng)用方面的區(qū)別,當然,這里僅為理解方便暫提出一個平均  的概念,就可與
的概念,就可與  達到統(tǒng)一,但由于測量方法不同,量值上會有微小差距;
達到統(tǒng)一,但由于測量方法不同,量值上會有微小差距;
(4)齒圈徑向跳動  是相對值,
是相對值,  和檢測半徑
和檢測半徑  的變化量等同于徑向跳動
的變化量等同于徑向跳動  。
。
2.齒厚表征新指標在雙嚙測量中的典型應(yīng)用
1)通過“檢測半徑  (或
(或  )分組配對”提高側(cè)隙一致性可有效控制齒輪嚙合質(zhì)量
)分組配對”提高側(cè)隙一致性可有效控制齒輪嚙合質(zhì)量
通過加工控制齒厚一致性,進而保證配對齒輪的側(cè)隙大小適合并具有一致性,是齒輪質(zhì)量控制的手段和目標。但是隨著高精度磨齒工藝的普及,齒輪單項精度得到顯著提高,但不利的一面是,為了保證齒輪單項精度,反而增大了齒厚加工的分散度,加大配對齒輪側(cè)隙的分散性,同樣影響了齒輪傳動的質(zhì)量。
本文提出的對配對齒輪分別檢測,根據(jù)檢測半徑分別進行分組,分選配對的做法,是經(jīng)過實踐證明的一種行之有效的做法。新一代的齒輪智能雙面嚙合測量儀采用精密密珠軸系,通用微機數(shù)控,電機測量驅(qū)動,數(shù)字光柵系統(tǒng)徑向誤差指示等新技術(shù)。具有高效率、高精度、高可靠性特點,軟件采用精達標準齒輪修正技術(shù)。可比較容易的加大齒輪雙面嚙合的檢測密度,為分組配對創(chuàng)造條件。
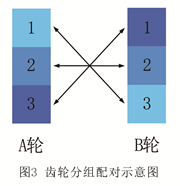
對配對齒輪A和B分別進行雙嚙測量,將各自齒輪的測量半徑  (或
(或  、或經(jīng)過絕對零位標定的儀器中心距平均值)進行分組,按圖進行交叉裝配。實踐證明,這種分選配對的方法可以大大提高配對齒輪側(cè)隙的一致性。該項技術(shù)在精達十幾年前生產(chǎn)的智能雙嚙儀軟件中就提供了分組的功能,最早在國內(nèi)高端摩托車行業(yè)得到廣泛應(yīng)用,取得了滿意效果。
、或經(jīng)過絕對零位標定的儀器中心距平均值)進行分組,按圖進行交叉裝配。實踐證明,這種分選配對的方法可以大大提高配對齒輪側(cè)隙的一致性。該項技術(shù)在精達十幾年前生產(chǎn)的智能雙嚙儀軟件中就提供了分組的功能,最早在國內(nèi)高端摩托車行業(yè)得到廣泛應(yīng)用,取得了滿意效果。
2)檢測半徑  在注塑齒輪檢測中應(yīng)用可更好發(fā)揮齒輪雙面嚙合測量的作用
在注塑齒輪檢測中應(yīng)用可更好發(fā)揮齒輪雙面嚙合測量的作用
檢測半徑  在最新發(fā)布的“GB/T 38192-2019注塑成型塑料圓柱齒輪精度制”中提出,之所以說檢測半徑的概念在注塑齒輪檢測中,可更好的發(fā)揮齒輪雙面嚙合測量的作用,是因為塑料齒輪相對于金屬齒輪精度低,而作為標準齒輪的金屬齒輪依據(jù)現(xiàn)行加工手段,可以達到比較高的精度等級,這樣在雙嚙測量系統(tǒng)中,被測齒輪與標準齒輪可以拉大精度等級的級數(shù),也可以說,在塑料齒輪雙嚙測量中,標準齒輪的精度影響可以忽略不計,這樣得到的檢測半徑就非常簡單,與儀器經(jīng)過中心距零位標定的中心距等同,對塑料齒輪來說,檢測半徑更具實際意義,同理,在相同前提下,無論齒厚表征的絕對指標,還是
在最新發(fā)布的“GB/T 38192-2019注塑成型塑料圓柱齒輪精度制”中提出,之所以說檢測半徑的概念在注塑齒輪檢測中,可更好的發(fā)揮齒輪雙面嚙合測量的作用,是因為塑料齒輪相對于金屬齒輪精度低,而作為標準齒輪的金屬齒輪依據(jù)現(xiàn)行加工手段,可以達到比較高的精度等級,這樣在雙嚙測量系統(tǒng)中,被測齒輪與標準齒輪可以拉大精度等級的級數(shù),也可以說,在塑料齒輪雙嚙測量中,標準齒輪的精度影響可以忽略不計,這樣得到的檢測半徑就非常簡單,與儀器經(jīng)過中心距零位標定的中心距等同,對塑料齒輪來說,檢測半徑更具實際意義,同理,在相同前提下,無論齒厚表征的絕對指標,還是  這樣的相對指標,都可以進行有效的統(tǒng)一。
這樣的相對指標,都可以進行有效的統(tǒng)一。
3)檢測半徑  (或
(或  )應(yīng)用于小模數(shù)、多齒數(shù)的諧波齒輪檢測具有特殊重要意義
)應(yīng)用于小模數(shù)、多齒數(shù)的諧波齒輪檢測具有特殊重要意義
諧波齒輪傳動是一種依靠彈性變形運動來實現(xiàn)傳動的新型機構(gòu),諧波齒輪傳動主要以波發(fā)生器、鋼輪和柔輪組成,其中鋼輪和柔輪典型特點是齒數(shù)多,模數(shù)小。特別是柔輪其使用過程基圓半徑是變化的,已經(jīng)不符合齒輪漸開線嚙合規(guī)則,所以很多諧波齒輪的齒廓設(shè)計已經(jīng)不是漸開線,多采用雙圓弧設(shè)計。
諧波齒輪作為目前行業(yè)的熱點受到大家的關(guān)注,而微小模數(shù)齒輪在齒輪測量中心上實現(xiàn)測量也是2020年小模數(shù)會議的一個熱點,作為我國齒輪測量中心對微小模數(shù)齒輪測量難點的研究和突破,當然具有很大意義,是齒輪測量技術(shù)的提升和進步。但是,針對諧波齒輪的質(zhì)量控制的測量,其單項精度測量僅僅是控制工藝層面的一種手段。本文認為提高諧波齒輪工作性能,保證力的傳遞,回差的減小,甚至工作的平穩(wěn)性等各個方面,以綜合指標評價更為重要合理,以雙面嚙合測量得到的檢測半徑更能反映單個齒輪的性能和質(zhì)量。檢測半徑作為齒輪一轉(zhuǎn)的測量平均值,對柔輪來說更具有特殊重要的意義。
4)以齒輪雙嚙測量技術(shù)為基礎(chǔ)的組線具有廣泛發(fā)展前景
為提高齒輪雙面嚙合的實用性,精達多年來致力于綜合測量的研究,除以發(fā)明專利標準齒輪誤差修正技術(shù)為基礎(chǔ),提高測量結(jié)果的一致性外,還在以下方面做了有益嘗試:
(1)選用標準齒輪齒數(shù)盡量與被測齒輪一致或是整數(shù)倍。由于從齒輪加工方面考慮,其最大影響齒厚的表現(xiàn)是徑向的一次誤差,整數(shù)倍齒數(shù)的選擇,最大限度的消除了標準齒輪的影響,對像檢測半徑這樣的平均值的測量更有意義。
(2)為減小齒輪齒向方向嚙合的影響,測量檢測半徑  、
、  、
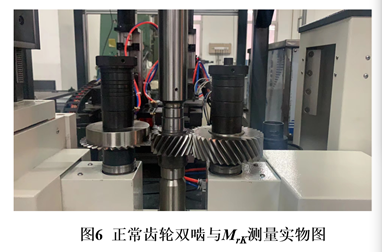
、  時選擇“薄片”齒輪。如圖6所示,
是精達為二汽提供的齒輪檢測線中,雙面嚙合測量標準齒輪的設(shè)置,左邊是用于測量
時選擇“薄片”齒輪。如圖6所示,
是精達為二汽提供的齒輪檢測線中,雙面嚙合測量標準齒輪的設(shè)置,左邊是用于測量  設(shè)置的“薄片”齒輪,右邊是正常雙面嚙合的標準齒輪。
設(shè)置的“薄片”齒輪,右邊是正常雙面嚙合的標準齒輪。
隨著我們齒輪行業(yè)的產(chǎn)業(yè)升級,齒輪制造過程自動化、數(shù)字化、智能化是產(chǎn)業(yè)發(fā)展方向,齒輪測量作為齒輪制造的一個重要環(huán)節(jié),越來越受到大家的重視,齒厚表征早期指標很難符合產(chǎn)業(yè)升級要求,應(yīng)于逐步摒棄和替代。齒輪雙面嚙合測量儀結(jié)構(gòu)簡單、測量效率高,通過硬件升級,已遠遠超越齒輪雙面嚙合測量儀的基本  、
、  功能的范疇,克服雙面嚙合測量儀本身缺陷,以齒輪雙嚙測量技術(shù)為基礎(chǔ)的組線具有廣泛發(fā)展前景。
功能的范疇,克服雙面嚙合測量儀本身缺陷,以齒輪雙嚙測量技術(shù)為基礎(chǔ)的組線具有廣泛發(fā)展前景。
3.總結(jié)
控制齒輪齒厚是提高齒輪傳動質(zhì)量的一個重要方面,表征齒輪齒厚的指標和應(yīng)用由于受到本身指標過多、指標定義不同、歷史延續(xù)的習(xí)慣影響、測量手段的制約等因素的影響,造成大家在認知方面不統(tǒng)一,在指標測量和應(yīng)用方面更是難于統(tǒng)一,不同指標之間,不同測量方法之間不能進行比對,成為行業(yè)齒輪質(zhì)量提升的一個軟肋。本文試圖對表征齒厚的指標進行一個梳理,結(jié)合測量手段提出自己的見解和認知,所述觀點不一定正確并得到大家認可,拋磚引玉,歡迎大家討論指正。
 |
|
|
|
|
|
|
