2018-08-16 click: 9514
摘要:基于齒輪測量中心的小模數(shù)齒輪測量一直是齒輪測量行業(yè)研究的重點(diǎn)。十年前,哈爾濱精達(dá)測量儀器有限公司的JD型齒輪測量中心解決了模數(shù)0.3以上齒輪的測量,技術(shù)在國內(nèi)一直處于領(lǐng)先水平。隨著精密制造業(yè)的發(fā)展,對(duì)微小齒輪的測量要求逐步提高,0.3模數(shù)齒輪的測量已經(jīng)不能夠滿足需要。目前,精達(dá)公司利用三軸聯(lián)動(dòng)漸開線齒廓展成測量技術(shù)與0.2mm直徑柱形測針配合測量完美的解決了0.2模數(shù)(或更小模數(shù))的微小齒輪測量難題,突破了行業(yè)極限,使齒輪測量行業(yè)的發(fā)展向前邁出了一步。
關(guān)鍵字:小模數(shù)齒輪;三軸聯(lián)動(dòng);齒輪測量;柱形測頭;齒輪誤差
0.引言
隨著我國精密制造業(yè)的飛速發(fā)展,小模數(shù)齒輪在精密機(jī)械設(shè)備中的應(yīng)用越來越廣泛。由于小模數(shù)齒輪齒槽很小、在齒輪測量中心上進(jìn)行單項(xiàng)精度測量時(shí),其測頭測針部分就需要做的很小。但是,傳統(tǒng)測頭測針無論做成圓球或者倒錐形式,其制造難度都非常大,同時(shí)由于測針微小導(dǎo)致測頭受力變形,從而影響測頭剛性。一般齒輪測量中心最小測量齒輪模數(shù)從0.5開始,小于0.5模數(shù)的微小齒輪測量是行業(yè)長期的難點(diǎn)。十年前,哈爾濱精達(dá)測量儀器有限公司的JD型齒輪測量中心利用瑞士TESA傳感器形成的“二維半”測頭,借助該傳感器的微測力,專門定制的微小測針測頭,結(jié)合數(shù)控系統(tǒng)的精確控制,解決了0.3模數(shù)以上的齒輪的測量,該技術(shù)在各行業(yè),特別是微電機(jī)等行業(yè)得到廣泛應(yīng)用。2015年,貴州群建齒輪有限公司在精達(dá)公司提供的一臺(tái)采用全直接驅(qū)動(dòng)電機(jī)、三維數(shù)字測頭的高端齒輪量儀中,要求解決0.2模數(shù)齒輪的測量難題。傳統(tǒng)測量方法很難滿足測量要求,鑒于此,需要?jiǎng)?chuàng)新新的測量方法解決問題。首先,以平行片簧結(jié)構(gòu)形成的數(shù)字測頭本身測量力要比瑞士TESA傳感器大的多,而微測力卻是小模數(shù)齒輪測量的關(guān)鍵前提,所以需要專門設(shè)計(jì)及專門調(diào)試來解決微測力測頭。其次,需要設(shè)計(jì)易于制造并增強(qiáng)剛性的測頭測針,保證測頭可以進(jìn)入到齒輪的起始測量點(diǎn),并避免測量過程中測針與對(duì)面齒面的干涉現(xiàn)象。再次,需要精確設(shè)計(jì)多軸控制路徑,增加多層次測量判斷及操作保護(hù)功能。為了解決小模數(shù)齒輪測量這一難題,精達(dá)公司采用在齒輪嚙合線方向的三軸聯(lián)動(dòng)控制漸開線齒廓展成測量技術(shù)與0.2mm直徑柱形測針配合測量實(shí)現(xiàn)小模數(shù)齒輪齒廓、螺旋線及齒距的誤差曲線測量,取得滿意效果。
1.傳統(tǒng)法向極坐標(biāo)測量應(yīng)用于微小齒輪測量的問題
眾所周知,在齒輪測量中心上進(jìn)行齒輪測量,傳統(tǒng)測量方法均是采用法向極坐標(biāo)方式,該方法是根據(jù)齒輪齒廓的展成原理,規(guī)定漸開線的展長方向?yàn)闇y量方向,將其轉(zhuǎn)化為展長長度測量。由漸開線的形成原理可以知道,漸開線的法向極坐標(biāo)方程為:
 (1)
(1)
式中:L為被測點(diǎn)的展開長度;Rb為基圓半徑;φ為被測點(diǎn)對(duì)應(yīng)的展開角。
根據(jù)公式(1)可以計(jì)算出理論曲線與實(shí)際曲線的偏差。在用法向極坐標(biāo)法測量時(shí),測頭一直保持隨基圓的切向X軸方向做直線運(yùn)動(dòng),如圖1所示。
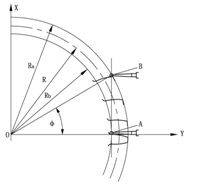
圖1.傳統(tǒng)法向極坐標(biāo)測量方法
測量動(dòng)作是由切向X軸與旋轉(zhuǎn)C軸兩軸聯(lián)動(dòng)配合完成,測頭感受到誤差的方向與被測量點(diǎn)的法線方向是相同的。此方法非常簡單且能夠?qū)崿F(xiàn)測量的精度和準(zhǔn)確度。
但是在小模數(shù)齒輪測量中,由于齒槽間距小,微小測針的制造就成為難題。傳統(tǒng)“法向極坐標(biāo)”測量方式的測針的測頭形狀為球形或者倒錐形,如圖2所示,首先微型球及倒錐測頭(一般直徑在0.2~0.5mm)的制造在工藝上很難實(shí)現(xiàn),再次是由于球形測頭或倒錐測頭不能做的很小,會(huì)出現(xiàn)測頭進(jìn)不到齒廓根部的起始測量位置的情況,限制了微小齒輪齒廓的測量。為避免測桿部分與齒面的干涉,測頭后部的測桿部分直徑要求比測球直徑或倒錐直徑更細(xì)。這樣除了增加了測頭的制造難度外,更細(xì)的測桿部分又會(huì)降低測頭的剛性,導(dǎo)致測量精度降低,甚至完全不能夠測量。
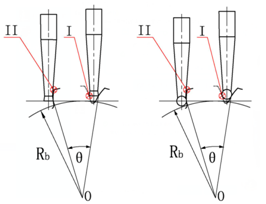
圖2.傳統(tǒng)“法向極坐標(biāo)”微小齒輪測量的問題
2.齒輪嚙合線方向三軸聯(lián)動(dòng)控制漸開線展成測量新方法
為改善傳統(tǒng)“法向極坐標(biāo)”齒輪測量的不足,國內(nèi)外齒輪測量中心在齒輪測量中,采取一種新的漸開線展成方法,即在齒輪嚙合線方向的三軸聯(lián)動(dòng)控制漸開線(齒廓)展成的新的測量技術(shù)。這種測量方法在傳統(tǒng)的切向X軸與旋轉(zhuǎn)C軸兩軸聯(lián)動(dòng)的基礎(chǔ)上,增加了切向Y軸的配合,由三軸聯(lián)動(dòng)完成齒輪齒廓的測量動(dòng)作,如圖3所示。
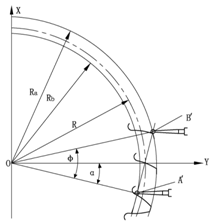
圖3.三軸聯(lián)動(dòng)測量方法
由圖2和圖3可知,三軸聯(lián)動(dòng)測量方法改變了傳統(tǒng)測量方法的起始位置、終止位置和測量角度。此測量方法測量的角度和位置不同于兩軸聯(lián)動(dòng)測量方法,測頭移動(dòng)的軌跡是齒輪嚙合線,測頭軌跡  與切向X軸的夾角為壓力角
與切向X軸的夾角為壓力角  。進(jìn)行齒廓測量時(shí),起測點(diǎn)的坐標(biāo)(XA,YA)和終測點(diǎn)坐標(biāo)(XB,YB)如公式(2)、(3)所示。
。進(jìn)行齒廓測量時(shí),起測點(diǎn)的坐標(biāo)(XA,YA)和終測點(diǎn)坐標(biāo)(XB,YB)如公式(2)、(3)所示。
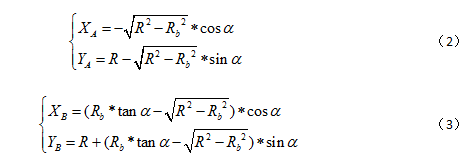
由于三軸聯(lián)動(dòng)的測量方式是在齒輪嚙合線方向進(jìn)行測量,與傳統(tǒng)的法向極坐標(biāo)方式測量相比,相當(dāng)于將齒輪旋轉(zhuǎn)了一個(gè)角度進(jìn)行測量,使測頭與齒面形成了一個(gè)夾角,避開測桿與齒面最高點(diǎn)不必要的接觸。
這種漸開線齒廓新的展成測量方式作為“法向極坐標(biāo)”測量方式的補(bǔ)充,在以下幾個(gè)方面得到很好的應(yīng)用:
(1)大規(guī)格齒輪量儀結(jié)構(gòu)布局,采用該技術(shù),可以大大縮短儀器切向坐標(biāo)軸的測量行程,優(yōu)化儀器機(jī)械結(jié)構(gòu),提高機(jī)械精度,這也是國外大型量儀及精達(dá)JE152量儀成功運(yùn)用的技術(shù);
(2)內(nèi)齒輪測量,采用該技術(shù)進(jìn)行內(nèi)齒輪測量,可以避免測桿與齒面的“干涉”現(xiàn)象,針對(duì)不同模數(shù)齒輪進(jìn) 行測量時(shí),不需要頻繁更換不同直徑測球的測頭,可以提高測量效率,改善測量方式,是非常有效的一種解決內(nèi)齒輪測量難題技術(shù)。該技術(shù)最早形成日本專利,也是目前在精達(dá)所有內(nèi)齒輪測量普遍采用的一項(xiàng)技術(shù);
(3)精達(dá)首創(chuàng)“漸開線三軸展成結(jié)合柱形測頭解決微小齒輪測量”技術(shù),這是本文的核心內(nèi)容,這種測量 方式對(duì)于解決微小模數(shù)齒輪由于齒槽小、容易與測針發(fā)生“干涉”的問題有很好的效果,另外,測針容易制造,剛性好,是進(jìn)一步往下突破被測齒輪模數(shù)的關(guān)鍵條件。新的測量方式如圖4所示。
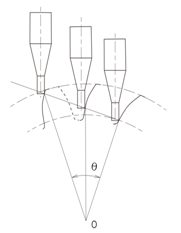
圖4.三軸聯(lián)動(dòng)配合柱型測針測量原理
3.微小齒輪測量的測頭及測針設(shè)計(jì)
針對(duì)微小齒輪測量,測頭切向方向的微測力是保證測量精度的關(guān)鍵前提,在通用三維數(shù)字式測頭的基礎(chǔ)上進(jìn)行特殊設(shè)計(jì)和特殊調(diào)整,同樣是完成微小齒輪測量的技術(shù)關(guān)鍵。精達(dá)新型三維數(shù)字測頭采用特殊調(diào)整的微測力及各向可靠互鎖功能,在滿足微小齒輪測量的同時(shí),仍要兼顧其他各種測量功能。
柱形測頭設(shè)計(jì)如圖5所示,測針可采用鎢鋼材質(zhì),剛性好,其0.2mm的柱型測針在小模數(shù)齒輪測量中的變形量極小,可以忽略不計(jì),完全能夠滿足小模數(shù)齒輪的測量任務(wù)。圖6為0.2模數(shù)小齒輪測量情況。
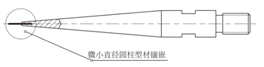
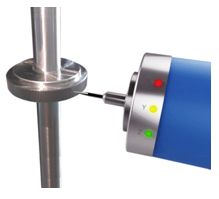
圖5.圓柱形測針 圖6.小模數(shù)齒輪測量圖
柱形測針具有以下特點(diǎn)及優(yōu)勢(shì):
(1)利用圓柱端面的棱線與齒面接觸測量,基本符合在齒面法向方向接觸,并且在整個(gè)齒廓測量過程中棱邊與齒面法向方向保持不變,棱邊的磨損對(duì)測量精度損失不敏感,從而保證了測量的精度。
(2)圓柱直徑可以做的更小,保證進(jìn)入到齒輪根部的起始測量位置,由于三軸測量避免了在齒廓測量過程中 測桿與被測齒面的干涉現(xiàn)象,不需要把測頭后面的測桿部分的直徑減細(xì),提高了測頭整體剛性。
(3)該測針極易制造,可以直接采用高硬度微小直徑的圓柱型材,研磨端面,保證端面與軸線垂直,任意控制圓柱直徑,然后將圓柱部分鑲嵌到測桿體,形成微小齒輪測頭。
4.測量實(shí)驗(yàn)
測量實(shí)驗(yàn)采用模數(shù)為0.2,齒數(shù)為190的小模數(shù)齒輪,利用三軸聯(lián)動(dòng)的測量方法對(duì)其齒廓、螺旋線、齒距進(jìn)行檢測。齒廓和螺旋線報(bào)告單如圖7所示,齒距報(bào)告單如圖8所示。
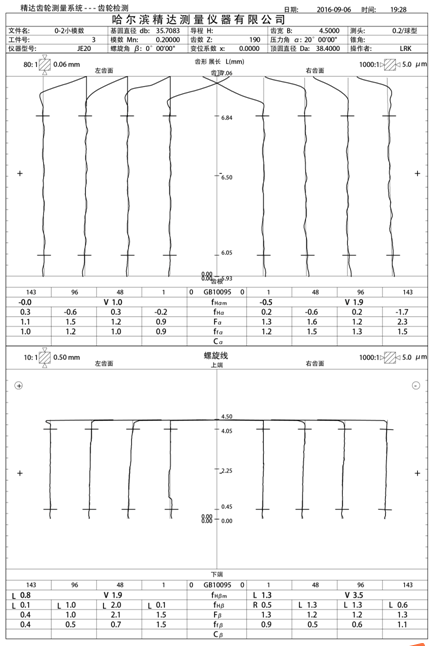
圖7.齒廓、螺旋線報(bào)告單
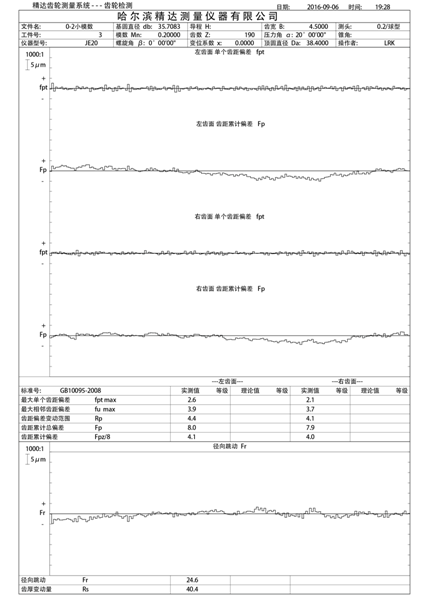
圖8.齒距報(bào)告單
穩(wěn)定性實(shí)驗(yàn)是對(duì)同一齒輪的同一齒進(jìn)行多次(5次)測量,將結(jié)果進(jìn)行比對(duì)。結(jié)果如表1、表2所示。
表1齒廓誤差測量結(jié)果比較
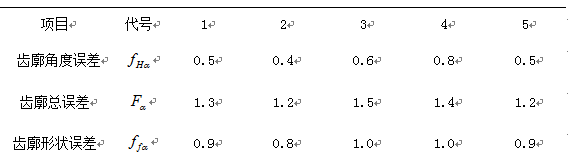
表2 螺旋線誤差測量結(jié)果比較
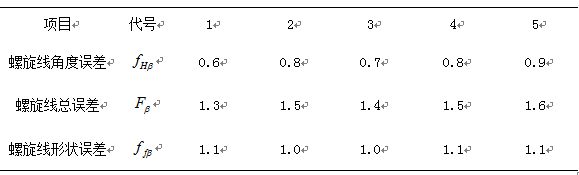
由表1,表2中測量結(jié)果可以得出這種三軸聯(lián)動(dòng)測量方法與微型柱形測頭配合測量,可以實(shí)現(xiàn)小模數(shù)齒輪的齒廓與螺旋線測量,并且測量結(jié)果穩(wěn)定,精度和準(zhǔn)確度很高。
5.總結(jié)
本文提出了采用三軸聯(lián)動(dòng)測量技術(shù)與微型柱形測針配合測量,有效的解決了測量桿與齒面干涉的問題,保證了測量過程的完整性,提高了測量有效合理性,完美的解決了小模數(shù)齒輪的測量。與傳統(tǒng)測量方法比較,該測量方法簡單,測量范圍更為廣泛,突破了測量極限。經(jīng)過實(shí)際測試表明,該測量方法正確可行,測量結(jié)果穩(wěn)定、準(zhǔn)確。
參考文獻(xiàn):
[1]石照耀,張萬年,曲宏芬,小模數(shù)齒輪單面嚙合測量機(jī)的研制.儀器儀表學(xué)報(bào),2011,4
[2]徐浩,小模數(shù)齒輪測量的現(xiàn)狀與趨勢(shì).科技創(chuàng)新與應(yīng)用,2013,3
 |
|
|
|
|
|
|
行工廠參觀")